
Benefits and Applications:
– ATEX certification for operation in explosive environments;
– High reliability and safety even under extreme conditions;
– Suitable for operation in environments with flammable gases or vapors, or dense concentrations of combustible dust particles;
– High resistance to corrosion and temperature fluctuations;
– Used in chemical, oil, gas, mining, agriculture, and pharmaceutical industries.
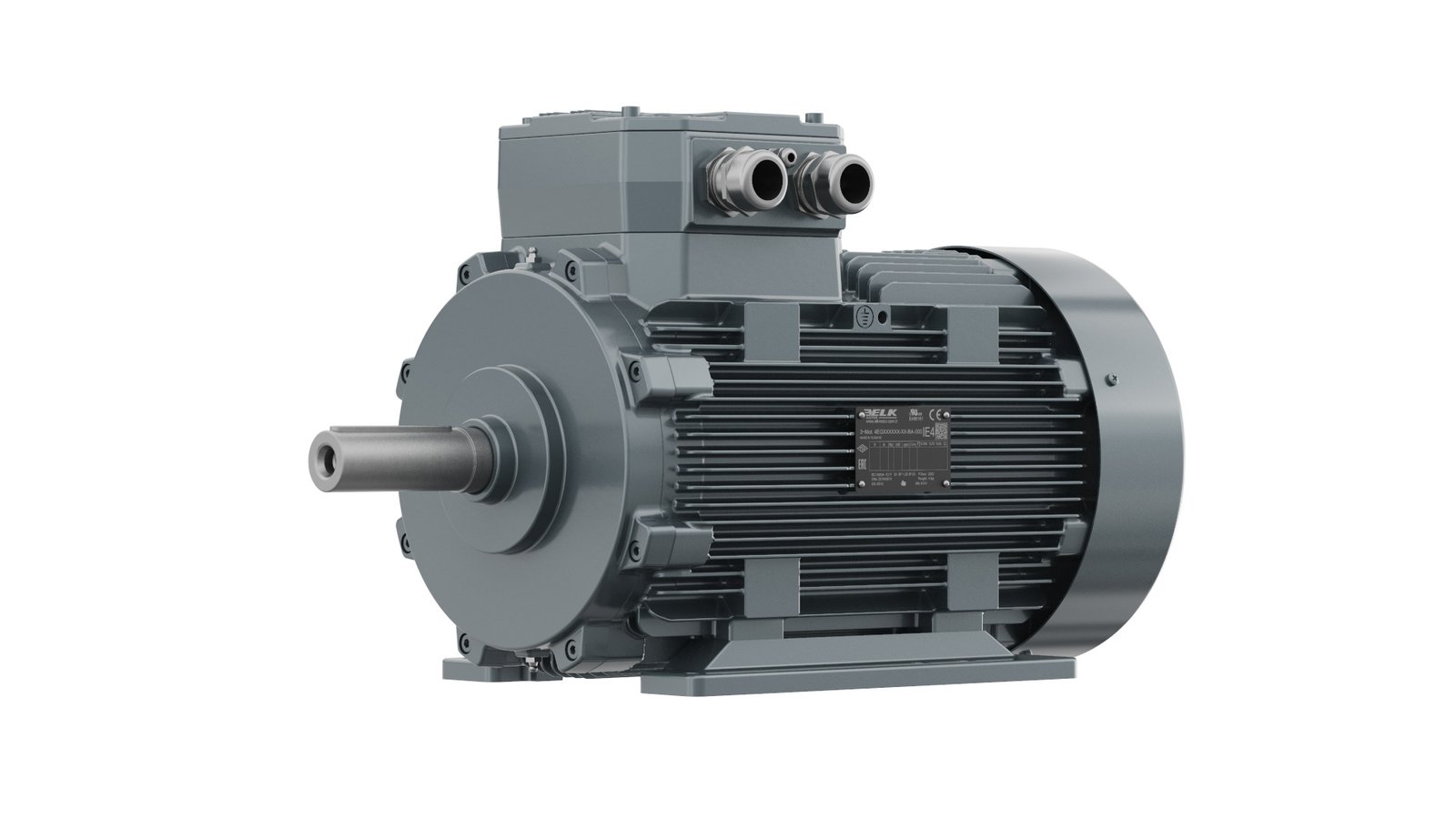
Reliable and Safe Solutions for Hazardous Environments
Motors certified according to ATEX directives are specifically designed for operation in environments where a potentially explosive atmosphere may form due to flammable substances. These motors are manufactured in compliance with the highest safety standards, ensuring that electrical equipment does not become an ignition source.
Industries and Applications:
– Oil and Gas Industry: used in oil wells, gas supply lines, and processing plants;
– Chemical Industry: controls processes involving flammable chemical compounds;
– Pharmaceuticals: ensures a safe production environment when handling sensitive materials;
– Food Industry: used in grain storage facilities, mills, and other systems operating in dusty environments;
– Energy Sector: adapted for use in power plants with flammable gases or other substances.
High-Quality Technical Specifications:
– Reinforced housing construction, ensuring durability and resistance to mechanical impact;
– Wide power range, adaptable to various industrial needs;
– Special cooling and safety solutions, guaranteeing efficient operation even under the most challenging conditions.
Quality and Reliability – Your Guarantee of Safety
Our motors for explosive environments are reliable, efficient, and durable, ensuring flawless operation in hazardous zones. Contact us for assistance in selecting the most suitable solution – our specialists will help you find a model that meets your needs!
Reviews
There are no reviews yet.